プリンテック、複合化が容易で、高耐熱、低熱膨張、低誘電を実現する次世代半導体パッケージ用高性能樹脂・コア基板を開発
溶剤への溶解度が従来の約7倍、他の樹脂との複合化が容易
エア・ウォーターグループで半導体封止樹脂、半導体を搭載するコア基板の製造・販売を行う(株)プリンテック(本社:神奈川県厚木市、富樫 栄樹 代表取締役社長)は高耐熱、低熱膨張、低誘電という優れた特長を持つマレイミド系樹脂(ポリイミド樹脂の一種)で、独自の技術で溶剤に溶けやすい分子構造とした半導体パッケージ用高性能樹脂を開発した。
溶剤への溶解度は従来の約7倍で、これまでのマレイミド系樹脂では難しかった他の樹脂との複合化が容易になり、半導体の高性能化に伴う高い要求仕様に柔軟に対応することが可能になる。開発した樹脂およびコア基板は、スマート社会の実現に必須となる半導体の高性能化を支える樹脂・コア基板として、今後ユーザー評価を経て、本格生産を開始する。
エア・ウォーターグループは「地球環境」と「ウェルネス」を軸に、社会課題の解決に資するテーマを中心に技術開発を進め、その一つとして持続可能で効率的な「スマート社会」の実現に向けて半導体の高性能化に貢献する材料開発に取り組む。近年、半導体はAIやIoTの普及、DXをはじめとしたデジタル化の進展に伴い、一層の高性能化が期待される一方で、半導体製造技術において配線の細線化が限界に近づきつつあることから、後工程に注目が集まり、複数のICチップを1個のデバイスとしてパッケージ化するマルチチップ化の開発・実用化が進められている。
このマルチチップ化によってデバイスの発熱量が増加するため、ICチップの封止材料においては高耐熱、低熱膨張のニーズが高まっている。また、ICチップを搭載する配線基板(コア基板)の絶縁材料においてもICチップ間の信号処理の高速化、及び高周波通信などが進むことで信号損失への対応が必要となっており、低誘電正接、低誘電率が求められる。
新開発「HR樹脂」の特長
HR樹脂は、高耐熱・低熱膨張係数・低誘電正接・低誘電率という優れた特性を持つマレイミド系樹脂を主成分としながらも、溶剤への溶解度が高いという特長がある。一般的なマレイミド系樹脂は代表的な溶剤であるメチルエチルケトン(MEK)への溶解度が約10%であるのに対して、HR樹脂は分子構造を調整することで溶解度約70%を実現した。このため、エポキシ樹脂等の他の機能性樹脂と複合化することが容易となり、他の樹脂が持つ長所と組み合わせることで、最新の半導体封止樹脂、パッケージ基板の高い要求仕様に柔軟に対応することができる。
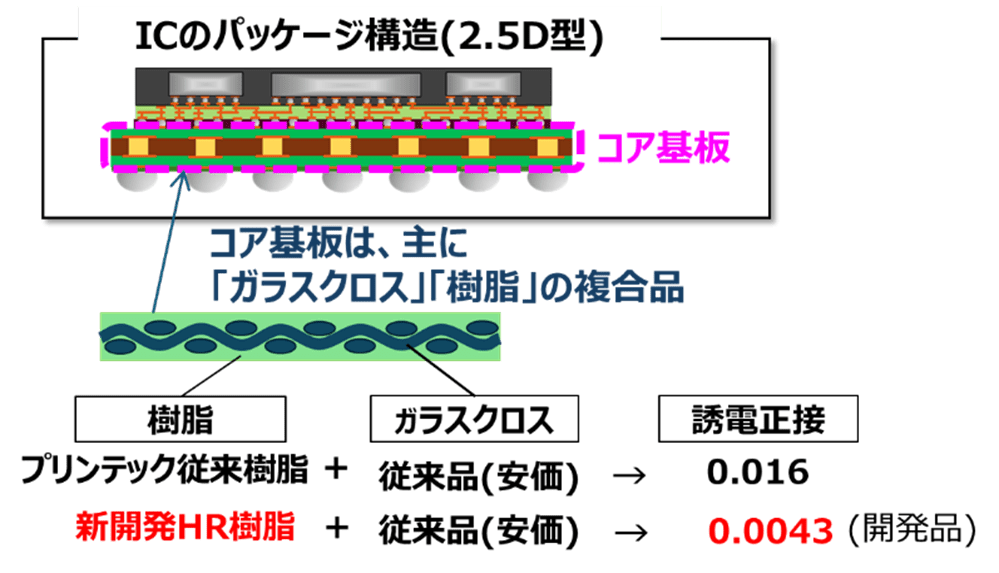
ICチップを搭載するコア基板にHR樹脂を応用した例(開発品)
高周波用途においては、高周波信号の伝達に伴う発熱ロスを低減するため、特に低誘電正接のコア基板が必要とされる。コア基板はガラスクロスと樹脂で構成されるが、高価な特殊ガラスクロスを使うことなく、HR樹脂と他の機能性樹脂を複合化することで低誘電正接のコア基板が得られることを確認した。
また、データセンター向け等の高性能コンピュータ用途では、半導体デバイスの発熱量が大きく、特に低熱膨張係数が重要となる。汎用ガラスクロスと従来樹脂を組み合わせてコア基板を作製した場合、熱膨張係数は13ppm/℃だが、新規樹脂を使用することで、6.6ppm/℃の低熱膨張係数を実現、さらなる低熱膨張係数を目指して開発を進める。
HR樹脂の概要
HR樹脂の代表的な特性(ビスマレイミド系樹脂)。下記は参考値。
| 項目 | HR3070 | HR-YSP | |
| 特長 | 高耐熱性、高熱分解温度 | 高耐熱・低誘電特化型 | |
| 外観 | 黄色粉体 | 褐色粉体 | |
| 分子量 | 640 | 2300 | |
| メチルエチルケトンへの溶解性 | ◎ | ◎ | |
| 硬化物特性 | ガラス転移温度Tg | 280 | 250 |
| 熱分解温度(5%減量温度) | 390 | 450 | |
| 線膨張係数CTE(ppm/℃) | 52(Z) | 47(Z) | |
| 誘電率Dk(1GHz/10GHz) *1 | 2.9 / 2.9 | 2.7 / 2.8 | |
| 誘電正接Df(1GHz/10GHz)*2 | 0.0114 / 0.0130 | 0.0015 / 0.0021 | |
*1)誘電率Dk:高周波信号の漏れ電流量を表す係数
*2)誘電正接Df:高周波信号による材料の発熱量を表す係数
HR樹脂は、既に多くのユーザーからサンプル提供の問い合わせがあり、様々な製品への採用に向けた評価を受けている。さらに、HR樹脂を使ったコア基板もユーザー提供・評価を経てニーズに合わせて仕様を調整し、半導体の高性能化に対応する樹脂として需要の拡大を図る。

